
37afdb01-1f2d-462e-ab21-941dce8e8e55.jpg)
d29dce0e-f990-420a-ab47-6a48772edd07.png)
6fca286d-6d61-4650-9dfa-37e106477903.jpg)

2a2450fc-a57b-43b9-ad22-637fc1daee62.jpg)
dfa6990d-fcad-43a8-a87a-941536b72782.jpg)
c9ddb7e8-e194-486f-af39-4ac34cf5b5f9.jpg)
5f281fcd-3bf9-46ec-948a-bcdbc8e4ca1f.jpg)
4fa22fee-aaa0-4a4e-a38d-40c4b5d8b56d.jpg)
7b1fb3e1-a056-4f62-9815-905f32dfacab.jpg)
2cb16e35-f97f-48f4-a436-b373d40449f4.jpg)
031da51e-eab8-474b-9321-5ba3b890872b.jpg)

深中通道沉建成世界首例双向八车道海底沉管隧道
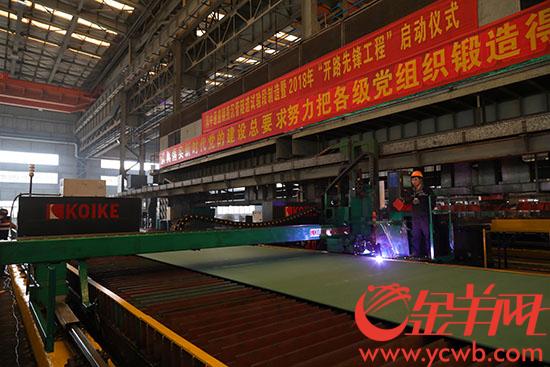
金羊网讯 记者程行欢,通讯员粤路建报道:27日下午随着广东省交通集团有限公司党委书记、董事长邓小华按下开工电钮,黄埔文冲船厂龙穴厂区车间及广船国际制造部二跨切割车间巨大的机械设备开始运转,井然有序的作业声宣告着深中通道项目沉管隧道重要结构——钢壳正式开始试验制造。
钢壳试验段开工,是对典型钢壳制造工艺进行验证、改进和完善,将为后续32个管节钢壳大规模的制造提供工艺参数,确保钢壳沉管制造质量、精度和工效满足设计要求。
试验段施工从4月27日开始,于今年8月完成,整个工期约4个月。深中通道钢壳制造工期预计为30个月,力争今年底明年初完成首节钢壳沉管制造。
每个管节用钢量约1万吨
相当于一艘中型航空母舰船体
深中通道是集“桥、岛、隧、水下互通”于一体的世界级跨海集群工程。其中,长约6.8公里、世界首次使用的双向八车道超宽钢壳混凝土沉管隧道具有前所未有的工程规模和技术难度。
作为深中通道沉管隧道建设的核心施工内容,钢壳制造不仅是沉管隧道施工的最前道工序,还是后续沉管所有施工项目的基础和保证,是打造沉管隧道品质工程的关键。
深中通道钢壳沉管隧道用钢量非常大,每个标准管节的尺寸为宽46米 ×高10.6米 ×长165米,用钢量约1万吨,体量相当于一艘中型航空母舰船体;项目共32个管节,总用钢量达到了32万吨。据了解,用钢材搭起来的国家体育馆“鸟巢”总用钢量约为11万吨,也就是说,建设深中通道沉管隧道的用钢量相当于建设约3座“鸟巢”。
其次,深中通道沉管隧道的制造工艺十分复杂,标准管节隔仓数多达2500个,纵横隔板、连接件交错,工艺孔达15000个,国内没有成熟施工经验,混凝土浇筑量达到28000立方米,浇筑体量大、难度高。高强度厚钢板最厚达40毫米,厚板焊接难度大。同时,标准管节46米 ×165米范围钢壳平面度要求不大于15毫米,其制造精度远高于造船行业及钢箱梁制造的精度要求,钢壳制造工效更要达到1节/月的产能要求,工效要求高。
参与项目设计全过程的深中通道管理中心总工程师、副主任宋神友表示,目前世界上沉管隧道主要结构型式有钢筋混凝土结构及钢壳混凝土组合结构,其中深中通道采用的钢壳混凝土沉管结构为世界首次大规模应用,其管节构件尺寸大大超出了既有国外工程案例的经验范围,目前国内尚缺乏成套的钢壳混凝土沉管隧道技术标准和规范、施工经验,工期、精度等各方面因素对钢壳制造能力提出了很大的挑战,加上受航道水深条件及干坞预制场制约,管节浮运距离远、沿基槽横拖距离远,浮运安装风险大,沉管隧道施工难度极大。

深中钢壳广州南沙造
深中通道沉管隧道为世界首例双向八车道海底沉管隧道,其断面宽度达46-55.46米,相比港珠澳大桥双向六车道钢筋混凝土沉管隧道断面宽度超过约9米,单孔跨度超过18米,沉放最大水深达到40米,沉管结构的受力非常复杂。
考虑到钢壳沉管质量及工效要求高、技术难度大、建造周期短等特点,传统制造难以满足要求,为此,深中通道将在国内首次全过程运用钢壳智能制造技术。智能制造是交通供给侧结构性改革、实现交通强国战略的重要举措,深中通道大力推行钢壳智能制造,秉承创新驱动发展建设理念,以提质增效为目标,以互联网+BIM技术+智慧工程为抓手,将全力推进智慧建造,引领交通行业新标杆。
根据各工序的场地布置和工艺要求,深中通道提出基于“三线一系统“智能车间的要求,以提高工效和保证质量为目标,将钢壳智能制造阶段划分为小节段车间智能化制造、大节段场地数字化搭载、标准管节船坞自动化总组。利用BIM技术、物联网、云计算、大数据等新一代信息技术研究开发钢结构智能管控系统,实现车间设计、工艺、制造、管理、监测、物流等环节的集成优化,采用大数据技术实现智能管理与决策,全面提升钢壳建造质量和综合管理水平。
据了解,深中通道钢壳项目由中国船舶工业集团有限公司旗下广船国际有限公司和中船黄埔文冲船舶有限公司分别承担建设,生产基地设于目前国内三大现代化造船基地之一广州南沙龙穴岛,预计钢壳制造总工期为30个月,于今年底明年初完成首节钢壳制造,于2019年完成首节沉管预制及安装,随后于2020-2022年陆续完成共32个管节沉放,于2023年完成沉管隧道施工。
82a45120-0dc4-42bc-9b14-125dbbe37575.png)
7b599081-d40b-4b6d-b51c-3ee92afc15ce_watermark.png)
8827005e-1dad-42da-a468-9244601f9070.jpg)
3e46049e-8d9d-4256-8e3b-cb2bc77bf100.jpg)
304c0eeb-f100-4b2e-af7e-3699fe66aae5.png)
ffce7f5b-8b91-4d98-a5a8-84eb4f1a2c4f.jpg)
732b692d-4f2c-48d7-8342-e5a8c0e74056.jpg)
41c541b9-c350-4f50-b406-a674aac1d9f0.jpg)
b55b367f-e304-4623-8958-3920cd951bd6.png)
7fec6da1-497e-407a-ada6-202a35920845.jpg)
